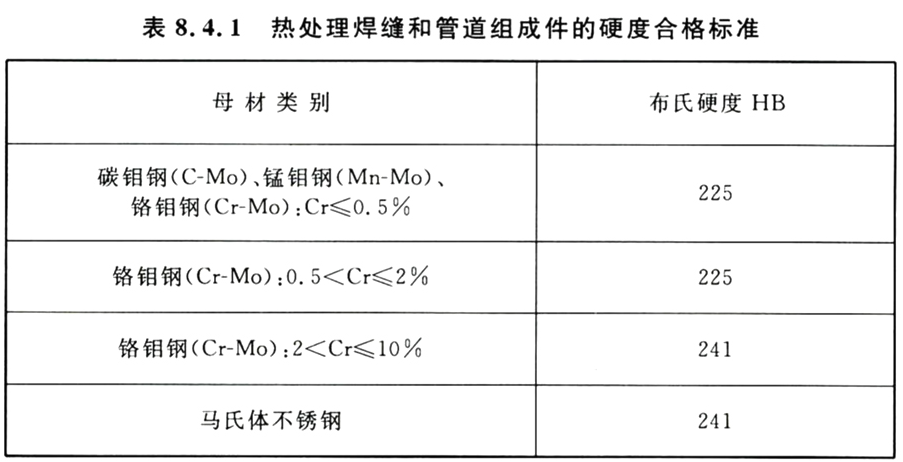
主控项目 8.4.1 要求热处理的焊缝和管道组成件,热处理后应进行硬度检验。当管道组成件和焊缝重新进行热处理时,应重新进行硬度检验。除设计文件另有规定外,热处理后的硬度值应符合表8.4.1的规定。表8.4.1中未列入的材料,其焊接接头的焊缝和热影响区硬度值,碳素钢不应大于母材硬度值的120%;合金钢不应大于母材硬度值的125%。 检验数量应符合设计文件和下列规定的检查范围: 1 炉内热处理的每一热处理炉次应抽查10%;局部热处理时应进行100%检验。 2 焊缝的硬度检验区域应包括焊缝和热影响区。对于异种金属的焊缝,两侧母材热影响区均应进行硬度检验。 检验方法:检查硬度检验报告和管道轴测图。
8.4.2 对于硬度抽样检验的管道组成件和焊接接头,当发现硬度值有不合格时,应做扩大检验。硬度值应符合本规范第8.4.1条的规定。 检验数量:应符合本规范第8.2.2条的规定。 检验方法:检查硬度检验报告和管道轴侧图。 8.4.3 当规定进行管道焊缝金属的化学成分分析、焊缝铁素体含量测定、焊接接头金相检验、产品试件力学性能等检验时,检验结果应符合国家现行有关标准和设计文件的规定。 检验数量:应符合国家现行有关标准和设计文件的规定。 检验方法:按规定的检验方法进行,并检查检验报告。 条文说明
8.4.1 关于热处理后硬度检验的数量,主要是依据美国机械工程师协会《动力管道标准》ASME B31.3,比照热处理方法,炉内热处理和局部热处理的区别和易控制的程度,而作出了100%和10%两种检查比例。 关于热处理后焊缝的硬度值合格指标问题,对比美国机械工程师协会《动力管道标准》ASME B31.3和国内相关标准,它们都是根据钢种类别确定硬度值合格标准,但钢种分类存在差别。国内的中石化规范和电建规范按照合金含量的范围和母材硬度值给出焊缝和热影响区的硬度指标值经验公式;《现场设备、工业管道焊接工程施工及验收规范》GB 50236-98和《工业金属管道工程施工及验收规范》GB 50235-97将所有钢种分为碳素钢和合金钢两大类,分别根据母材硬度值确定焊缝和热影响区的硬度合格指标,但由于没有区分不同种类合金钢及其焊缝金属的性能差异,所带来的问题就是Cr-Mo系列中、高合金钢焊缝和热影响区的硬度值很难满足规定要求。而美国机械工程师协会《动力管道标准》ASME B31.3按照钢种类别(P-No.)和Cr、Mo合金成分的范围确定硬度指标值,对不同材料的性能差异考虑的较充分。表8.4.1将合金钢(C-Mo、Mn-Mo、Cr-Mo系列)和马氏体不锈钢的硬度合格标准依据美国机械工程师协会《动力管道标准》ASME B31.3作出规定;而对于其他钢种,如碳素钢、其他低合金钢、奥氏体不锈钢等仍保留《工业金属管道工程施工及验收规范》GB 50235-97的规定。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.