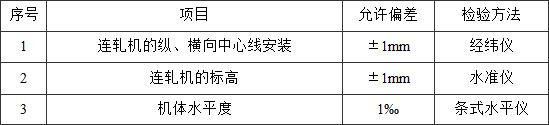
Ⅰ 主控项目 6.11.1 连轧机机架安装前应清洗干净,各密封圈不得有损伤。 6.11.2 连轧机机架应在轧制孔型调整后安装,盘动轧辊不应有卡涩现象。 6.11.3 各导向装置应清洗干净,盘动应灵活,并应按设计文件要求添加润滑油、脂。 检查数量:全数检查。 检验方法:目测。 Ⅱ 一般项目 6.11.4 连轧机安装允许偏差和检验方法应符合表6.11.4的规定。 检查数量:全数检查。 表6.11.4 连轧机安装允许偏差和检验方法
条文说明
控制连轧机的平面、立面安装位置的允许偏差是设备质量验收的基本要求。各个机架的轧制孔型对连轧机来说至关重要,验收时应严格要求。
|
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.