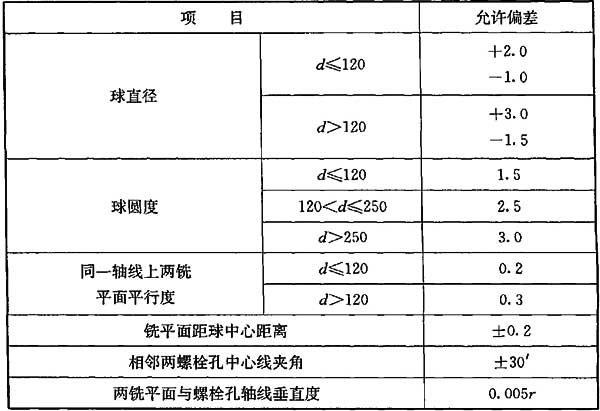
8.7.1 螺栓球宜热锻成型,加热温度宜为1150℃~1250℃,终锻温度不得低于800℃,成型后螺栓球不应有裂纹、褶皱和过烧。 8.7.2 螺栓球加工的允许偏差应符合表8.7.2的规定。 表8.7.2 螺栓球加工的允许偏差(mm)
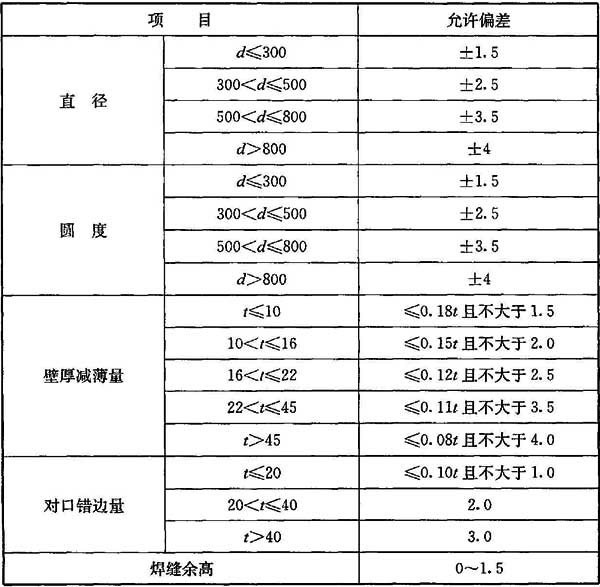
注:r为螺栓球半径;d为螺栓球直径。 8.7.3 焊接空心球宜采用钢板热压成半圆球,加热温度宜为1000℃~1100℃,并应经机械加工坡口后焊成圆球。焊接后的成品球表面应光滑平整,不应有局部凸起或褶皱。 8.7.4 焊接空心球加工的允许偏差应符合表8.7.4的规定。 表8.7.4 焊接空心球加工的允许偏差(mm)
注:d为焊接空心球的外径;t为焊接空心球的壁厚。 条文说明
8.7.1 螺栓球是网架杆件互相连接的受力部件,采用热锻成型质量容易得到保证,一般采用现行国家标准《优质碳素结构钢》GB/T 699规定的45号圆钢热锻成型,若用钢锭在采取恰当的工艺并能确保螺栓球的锻制质量时,也可用钢锭热锻而成。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.