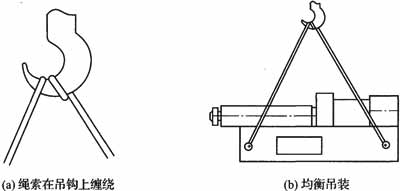
3.12.1 螺杆挤压机的吊装(图3.12.1)应符合下列规定: 1 插入挤压机机架吊装孔内的圆棒应结实,套在圆棒端头的绳索应牢靠。 2 起吊时宜在绳索与挤压机接触面之间放置木质、塑料或其他材质的软垫板。 3 套在吊钩上的绳索应在钩上多绕一圈[图3.12.1(a)]。 4 起吊过程中应保持挤压机重量的均衡,不应有滑动现象[图3.12.1(b)]。
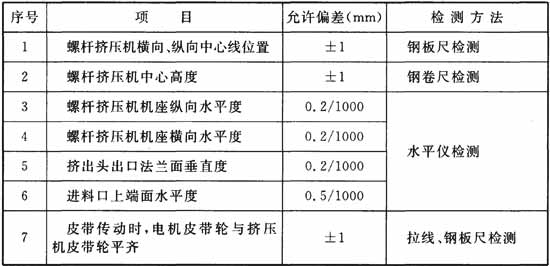
图3.12.1 螺杆挤压机的吊装示意图 3.12.2 螺杆安装前宜清除螺杆、螺杆套筒和传动轴内孔的防蚀剂。清除后螺杆套筒内孔、螺杆轴上应涂适量硅油,并宜用法兰临时封闭螺杆套筒进料口。 3.12.3 螺杆挤压机安装允许偏差应符合表3.12.3的规定。 表 3.12.3 螺杆挤压机安装允许偏差
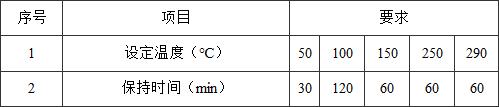
3.12.4 螺杆安装完毕后,宜调整进料端密封环压盖、压紧密封环,且不宜过紧。用手转动螺杆时应无异常声响及卡滞现象。 3.12.5 氮气进口不用时,宜用螺塞密封。 3.12.6 螺杆挤压机安装完成后,减速箱应按使用说明书要求添加润滑油。 3.12.7 确认各部件安装正确后,应对加热线圈通电检查,并应进行不少于24h的升温试验,升温过程应符合表3.12.7的规定。 表3.12.7 螺杆挤压机升温控制表
3.12.8 螺杆挤压机升温前,应先打开进料段的冷却水。
3.12.9 在无料状态下,螺杆挤压机不得通电旋转。 条文说明
3.12.3 表3.12.3螺杆挤压机安装允许偏差是根据常用螺杆挤压机安装经验值给出的,其目的是规范螺杆挤压机安装的技术规范,直径较大的螺杆挤压机可根据实际情况调整。机座横向、纵向水平度及螺杆挤压机中心高度定义如下: 机座纵向水平度:与螺杆轴向平行的机座长度方向的水平度。 机座横向水平度:与螺杆轴向垂直的机座宽度方向的水平度。 螺杆挤压机中心高度:减速机侧的螺杆圆周中心与安装平台(地面)的垂直距离。 3.12.9 螺杆挤压机的螺杆只支撑在减速箱的一端,相当于悬臂梁。螺杆与螺套的间隙很小,悬臂一端由于自重,在没有支撑或润滑的状态下旋转,螺杆与螺套可能会发生剐蹭,造成螺杆或螺套损坏。本条规定的目的是限制螺杆在无料状态下的通电旋转,以避免设备的损坏。无料状态是指切片纺丝时,没有切片进入螺杆挤压机内的状态。切片进入螺杆挤压机后,切片被熔融,熔体可以起到润滑和支撑的作用。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.