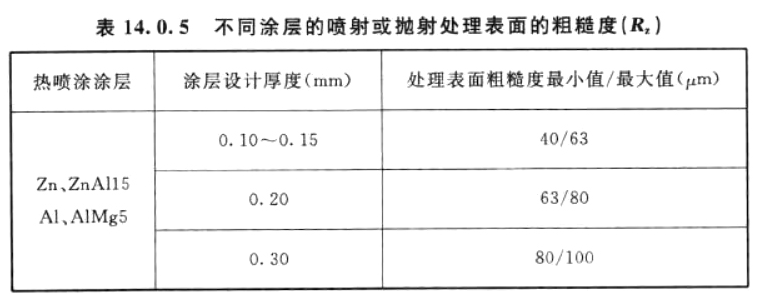
14.0.1 本章适用于锌和锌铝合金热喷涂层、铝和铝镁合金热喷涂层的施工质量验收。 (Ⅰ)主控项目 14.0.2 热喷涂用锌和锌合金线材、铝和铝合金线材的化学成分应符合设计要求或现行国家标准《热喷涂 火焰和电弧喷涂用线材、棒材和芯材 分类和供货技术条件》GB/T 12608的有关规定。 检验方法:检查产品出厂合格证和产品化学成分分析报告。 14.0.3 喷涂层厚度应符合设计要求,涂层最小局部厚度不应小于设计规定值。 检验方法:应按现行国家标准《磁性基体上非磁性覆盖层 覆盖层厚度测量 磁性法》GB/T 4956的规定进行检查。 检查数量:每10m²检查3处,在每处的0.01m²基准面内测点不得少于10个。 14.0.4 喷涂层外观应致密、平整、色泽一致,表面应无裂纹、翘皮、起泡、底材裸露的斑点和粗大未熔或附着不牢的金属颗粒。 检验方法:观察检查和指划检查。 检查数量:涂层面积的15%~30%。 (Ⅱ)一般项目 14.0.5 基体表面处理后的粗糙度,宜采用粗糙度参比样板对照检查。不同涂层的喷射或抛射处理表面的粗糙度应符合表14.0.5的规定。
检验方法:观察检查。 检查数量:每10m²检查3处,不足10m²按10m²计。 14.0.6 工件待喷涂时间不应超过4h,待喷涂和喷涂过程中工件表面应干燥、洁净,并应无可见的氧化变色或任何污染。 检验方法:观察检查。 检查数量:全部检查。 14.0.7 设计厚度大于或等于0.10mm的涂层,应分层交叉喷涂;分段或分片喷涂的层数应一致,各层的厚度应均匀。 检验方法:检查分层喷涂施工记录。 14.0.8 喷涂层逐道平行搭接宽度应符合下列规定: 1 普通喷枪喷涂搭接宽度应为喷幅幅宽的1/3; 2 二次雾化喷枪喷涂搭接宽度应为喷幅幅宽的1/4。 检验方法:尺量检查。 检查数量:不小于涂层面积的5%。 14.0.9 喷涂层与基体的结合强度应符合下列规定: 1 当采用定性试验方法时,涂层不应从基体上产生剥离。 检验方法:栅格试验按现行国家标准《金属和其他无机覆盖层 热喷涂锌、铝及其合金》GB/T 9793的规定进行检查。 2 当采用定量测定方法时,抗拉结合强度应符合设计要求。 检验方法:抗拉结合强度按现行国家标准《热喷涂 抗拉结合强度的测定》GB/T 8642的规定进行检查。 检查数量:每150m²测试试样3件,不足150m²按150m²计。 条文说明
(Ⅰ)主控项目 14.0.2~14.0.4 金属热喷涂层材料、涂层厚度和涂层外观决定涂层的使用功能和寿命,因此将这三条列为主控项目。 “局部厚度”即在基准面上进行规定次数厚度测量所得涂层厚度的平均值。“最小局部厚度”即各局部厚度中的最小值。现行国家标准《金属和其他无机覆盖层 热喷涂 锌、铝及其合金》GB/T9793-1997、《热喷涂涂层厚度的无损测量方法》GB/T 11374-1989和ISO 2063:2005规定:“金属喷涂层厚度由其最小局部厚度确定”,故最小局部厚度不应小于设计规定值。 (Ⅱ)一般项目 14.0.9 当设计没有要求抗拉结合强度测定时,应采用定性试验方法检验涂层结合强度。其定性试验方法应符合现行国家标准《金属和其他无机覆盖层 热喷涂 锌、铝及其合金》GB/T 9793的相关规定。当采用定量测定方法时,抗拉结合强度的测定应按现行国家标准《热喷涂 抗拉结合强度的测定》GB/T 8642进行。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.