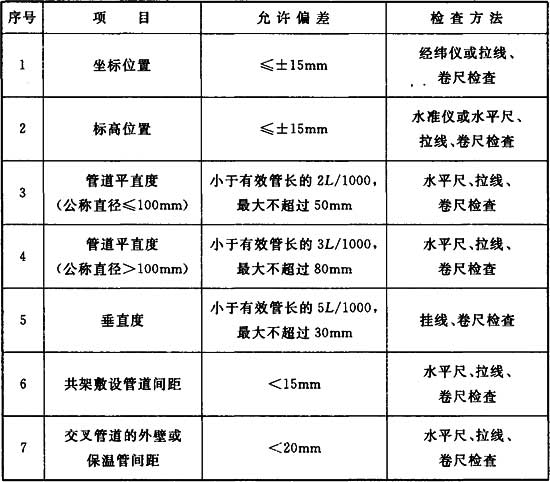
4.3.1 本节适用于电子工业纯水系统中碳素钢管道的预制、焊接、安装及质量验收。 4.3.2 碳素钢管道的预制、焊接、安装的质量验收,除应遵守本节规定外,还应符合现行国家标准《工业金属管道工程施工规范》GB 50235及《工业金属管道工程施工质量验收规范》GB 50184的有关规定。 Ⅰ 主控项目 4.3.3 碳素钢管道切割应符合下列要求: 1 管道公称直径小于或等于100mm时,宜采用机械切割机或气割切割;管道公称直径大于100mm时,宜采用气割切割; 2 管道切口表面应平整且无裂纹、毛刺、熔渣、氧化物、铁屑、凹凸等; 3 切口端面倾斜允许偏差应为管道外径的±1.0%,且最大允许偏差应为3mm。 检查数量:按数量抽查20%,且不得少于1件。 检查方法:核查施工记录或观察检查、尺量。 4.3.4 管道坡口宜采用机械方法加工,坡口应符合现行国家标准《工业金属管道工程施工规范》GB 50235的有关规定。 检查数量:按数量抽查20%,且不得少于2处。 检查方法:核查施工记录或观察检查、尺量。 Ⅱ 一般项目 4.3.5 碳素钢管的连接应符合下列规定: 1 无缝钢管等非镀锌类碳素钢管应采用焊接; 2 镀锌钢管公称直径不大于100mm时,采用丝扣连接;公称直径大于100mm时,采用法兰或沟槽连接。 检查数量:按系统抽查,每个系统抽查20%。 检查方法:核查施工记录或观察检查、尺量。 4.3.6 管道或管件、阀门组对时,应同心,对口错边量不得超过管道壁厚的10%。且不大于2mm。 检查数量:按数量抽查20%,且不得少于1个系统。 检查方法:核查施工记录或观察检查、尺量。 4.3.7 管道安装的允许偏差应符合表4.3.7的规定。 检查数量:按数量抽查20%,且不得少于1个系统。 检查方法:应符合表4.3.7的规定。 表4.3.7 管道安装的允许偏差及检查方法
注:L为管道有效长度。 条文说明
4.3.1 本条明确了本节适用的安装及质量验收的管道种类。 4.3.2~4.3.6 在电子工业纯水系统,碳素钢管道主要用于系统辅助的动力配管或系统的前端配管中,如冷热水及蒸汽配管、反洗及曝气用压缩空气配管、仪表用压缩空气配管、原水配管等,对系统的影响小,在管道的安装方面也没有特殊要求,原则上符合现行国家标准《工业金属管道工程施工质量验收规范》GB 50235的要求即能满足系统的使用要求,因此本节中主控项目、一般项目均执行该规范的规定。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.