5.4.1 玻镁复合风管与配件制作应按下列工序(图5.4.1)进行。
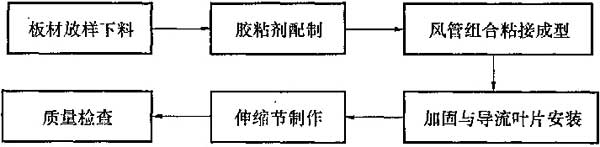
图5.4.1 玻镁复合风管与配件制作
5.4.2 板材放样下料应符合下列规定:1 板材切割线应平直,切割面和板面应垂直。切割后的风管板对角线长度之差的允许偏差为5mm。 2 直风管可由四块板粘接而成(图5.4.2-1)。切割风管侧板时,应同时切割出组合用的阶梯线,切割深度不应触及板材外覆面层,切割出阶梯线后,刮去阶梯线外夹芯层(图5.4.2-2)。 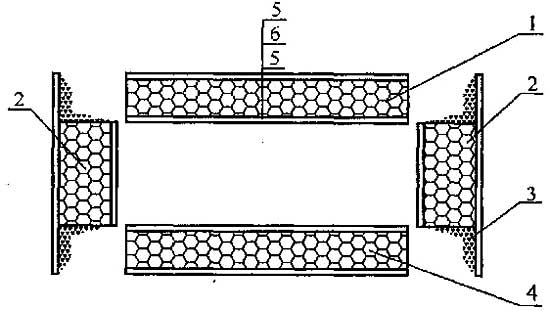
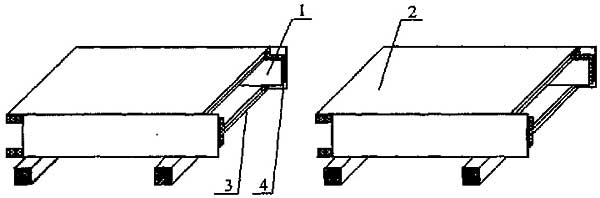
图5.4.2-1 玻镁复合矩形风管组合示意
1-风管顶板;2-风管侧板;3-涂专用胶粘剂处;4-风管底板;5-覆面层;6-央芯层
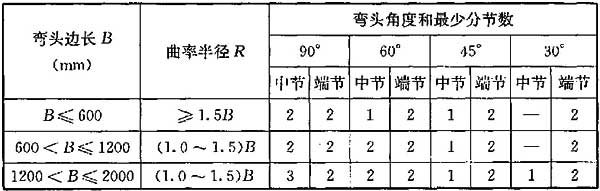
3 矩形弯管可采用由若干块小板拼成折线的方法制成内外同心弧型弯头,与直风管的连接口应制成错位连接形式(图5.4.2-3)。矩形弯头曲率半径(以中心线计)和最少分节数应符合表5.4.2的规定。
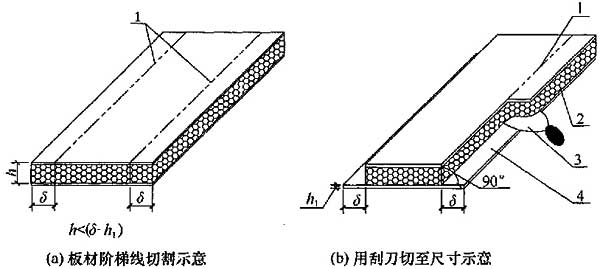
图5.4.2-2 风管侧板阶梯线切割示意
1-阶梯线;2-待去除夹芯层:3-刮刀;4-风管板外覆面层;δ-风管板厚;h-切割深度;h1-覆面层厚度 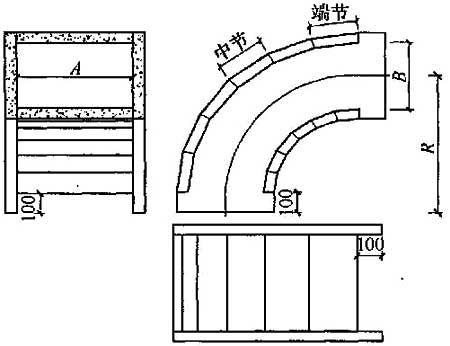
图5.4.2-3 90°弯头放样下料示意
表5.4.2 弯头曲率半径和最少分节数
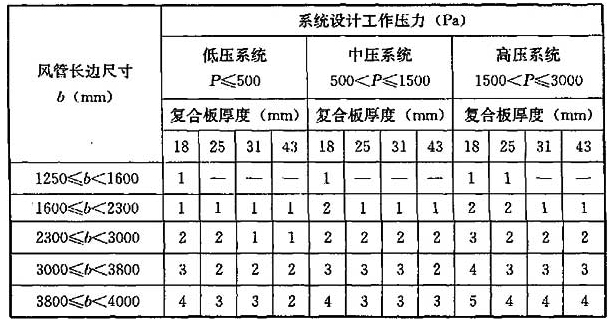
 5 变径风管与直风管的制作方法应相同,长度不应小于大头长边减去小头长边之差。 6 边长大于2260mm的风管板对接粘接后,在对接缝的两面应分别粘贴(3~4)层宽度不小于50mm的玻璃纤维布增强(图5.4.2-5)。粘贴前应采用砂纸打磨粘贴面,并清除粉尘,粘贴牢固。 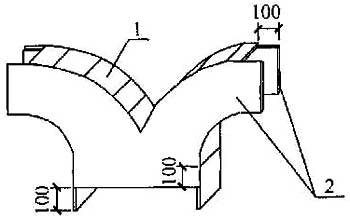 图5.4.2-4 蝴蝶三通放样下料示意 1-外弧拼接板;2-平面板 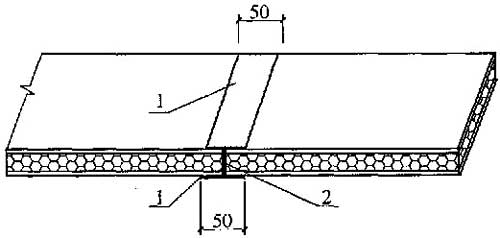 图5.4.2-5 复合板拼接方法示意 1-玻璃纤维布;2-风管板对接处 5.4.4 风管组合粘接成型应符合下列规定: 1 风管端口应制作成错位接口形式。 2 板材粘接前,应清除粘接口处的油渍、水渍、灰尘及杂物等。胶粘剂应涂刷均匀、饱满。 3 组装风管时,先将风管底板放于组装垫块上,然后在风管左右侧板阶梯处涂胶粘剂,插在底板边沿,对口纵向粘接应与底板错位100mm,最后将顶板盖上,同样应与左右侧板错位100mm,形成风管端口错位接口形式(图5.4.4-1)。 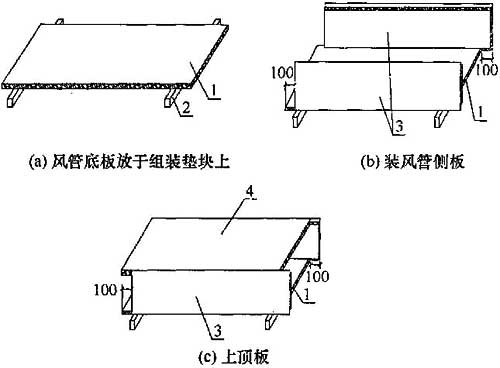 图5.4.4-1 风管组装示意 1-底板;2-垫块;3-侧板;4-顶板 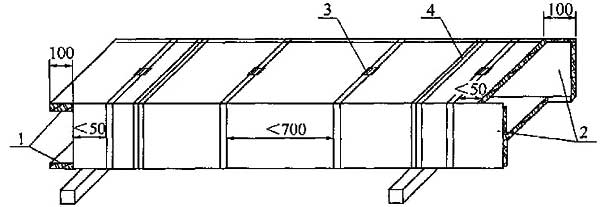 图5.4.4-2 风管捆扎示意 1-风管上下板;2-风管侧板;3-扎带紧固;4-П形箍 6 粘接后的风管应根据环境温度,按照规定的时间确保胶粘剂固化。在此时间内,不应搬移风管。胶粘剂固化后,应拆除捆扎带及“П”形箍,并再次修整粘接缝余胶,填充空隙,在平整的场地放置。 5.4.5 风管加固与导流叶片安装应符合下列规定: 1 矩形风管宜采用直径不小于10mm的镀锌螺杆做内支撑加固,内支撑件穿管壁处应密封处理(图5.4.5)。负压风管的内支撑高度大于800mm时,应采用镀锌钢管内支撑。 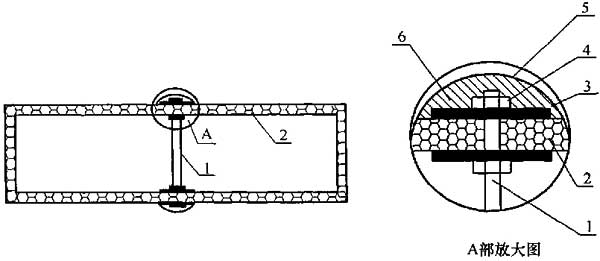 图5.4.5 正压保温风管内支撑加固示意 1-镀锌螺杆;2-风管;3-镀锌加固垫圈;4-紧固螺母;5-保温罩;6-填塞保温材料
表5.4.5 风管内支撑横向加固数量
3 距风机5m内的风管,应按表5.4.5的规定再增加500Pa风压计算内支撑数量。
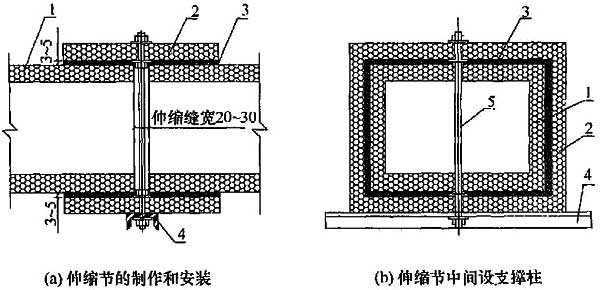
图5.4.6 伸缩节的制作和安装示意 条文说明
5.4.2 矩形风管板材切割采用平台式切割机,变径、三通、弯头等异径风管板材切割采用手提式切割机。
在阶梯面上涂上专用胶粘剂,专用胶粘剂要均匀,用量应合理控制,风管捆扎后挤出的余胶太多既造成浪费,也影响美观。两块板材粘接时,挤出来的余胶应立即用干净的抹布擦掉,尤其应注意及时清理内壁的余胶。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.