Ⅰ钢桩的制作
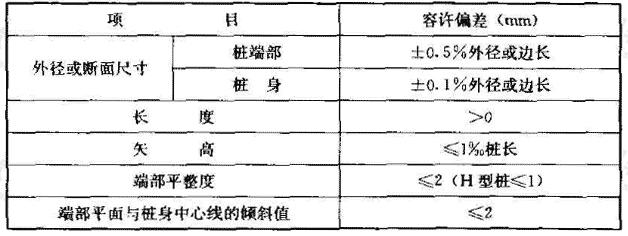
7.6.1 制作钢桩的材料应符合设计要求,并应有出厂合格证和试验报告。 表7.6.3 钢桩制作的允许偏差
7.6.4 用于地下水有侵蚀性的地区或腐蚀性土层的钢桩,应按设计要求作防腐处理。 Ⅱ钢桩的焊接
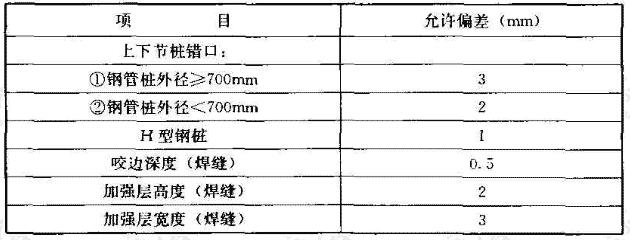
7.6.5 钢桩的焊接应符合下列规定: 表7.6.5 接桩焊缝外观允许偏差
7.6.6 H型钢桩或其他异型薄壁钢桩,接头处应加连接板,可按等强度设置。 Ⅲ钢桩的运输和堆放
7.6.7 钢桩的运输与堆放应符合下列规定: Ⅵ钢桩的沉桩
7.6.8 当钢桩采用锤击沉桩时,可按本规范第7.4节有关条文实施;当采用静压沉桩时,可按本规范第7.5节有关条文实施。 条文说明
7.6.3 钢桩制作偏差不仅要在制作过程中控制,运到工地后在施打前还应检查,否则沉桩时会发生困难,甚至成桩失败。这是因为出厂后在运输或堆放过程中会因措施不当而造成桩身局部变形。此外,出厂成品均为定尺钢桩,而实际施工时都是由数根焊接而成,但不会正好是定尺桩的组合,多数情况下,最后一节为非定尺桩,这就要进行切割。因此要对切割后的节段及拼接后的桩进行外形尺寸检验。
7.6.5 焊接是钢桩施工中的关键工序,必须严格控制质量。如焊丝不烘干,会引起烧焊时含氢量高,使焊缝容易产生气孔而降低其强度和韧性,因而焊丝必须在200~300℃温度下烘干2h。 据有关资料,未烘干的焊丝其含氢量为12ml/100gm,经过300℃温度烘干2h后,减少到9.5mL/100gm。 现场焊接受气候的影响较大,雨天烧焊时,由于水分蒸发会有大量氢气混入焊缝内形成气孔。大于10m/s的风速会使自保护气体和电弧火焰不稳定。雨天或刮风条件下施工,必须采取防风避雨措施,否则质量不能保证。 焊缝温度未冷却到一定温度就锤击,易导致焊缝出现裂缝。 浇水骤冷更易使之发生脆裂。因此,必须对冷却时间予以限定且要自然冷却。有资料介绍,1min停歇,母材温度即降至300℃,此时焊缝强度可以经受锤击压力。 外观检查和无破损检验是确保焊接质量的重要环节。超声或拍片的数量应视工程的重要程度和焊接人员的技术水平而定,这里提供的数量,仅是一般工程的要求。还应注意,检验应实行随机抽样。 7.6.6 H型钢桩或其他薄壁钢桩不同于钢管桩,其断面与刚度本来很小,为保证原有的刚度和强度不致因焊接而削弱,一般应加连接板。 7.6.7 钢管桩出厂时,两端应有防护圈,以防坡口受损;对H型桩,因其刚度不大,若支点不合理,堆放层数过多,均会造成桩体弯曲,影响施工。 7.6.9 钢管桩内取土,需配以专用抓斗,若要穿透砂层或硬土层,可在桩下端焊一圈钢箍以增强穿透力,厚度为8~12mm,但需先试沉桩,方可确定采用。 7.6.10 H型钢桩,其刚度不如钢管桩,且两个方向的刚度不一,很容易在刚度小的方向发生失稳,因而要对锤重予以限制。如在刚度小的方向设约束装置有利于顺利沉桩。 7.6.11 H型钢桩送桩时,锤的能量损失约1/3~4/5,故桩端持力层较好时,一般不送桩。 7.6.12 大块石或混凝土块容易嵌入H钢桩的槽口内,随桩一起沉入下层土内,如遇硬土层则使沉桩困难,甚至继续锤击导致桩体失稳,故应事先清除桩位上的障碍物。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.