7.4.1 BA/EP不锈钢管的预制、安装作业应在洁净工作小室内进行,作业人员应经培训合格后上岗,作业时应着洁净工作服、手套。 7.4.2 管子、管件和阀门在预制、安装前、后或停顿工作时,应以洁净塑料袋封口;一旦发现封口袋破损时,应及时检查、处理。 Ⅰ 主控项目 7.4.3 管子切割,直径等于或小于10mm时,宜采用割管器;直径大于10mm时,宜采用专用电锯。应以纯度为99.999%的纯氩吹净管内切口的杂物、灰尘,并应去除油污。 检查数量:全数检查。 检验方法:白绢布观察检查、核查施工记录。 7.4.4 管道连接宜采用卡套连接、法兰连接或焊接。采用焊接时,应符合下列规定: 1 BA/EP管焊接应采用自动焊,焊接时管内应充纯度为99.999%的纯氨气。焊接结束应继续充纯氩吹扫、冷却。 2 BA/EP管焊接应正确选择电极棒(钨棒)规格和焊接工艺参数。 3 焊接前应按施工要求作出样品,并应在检验合格后再施焊。 4 当改变焊接参数时,应按施工要求做样品,并应在检验合格后再进行焊接作业。 检查数量:全数检查。 检验方法:观察检查、核查施工记录。 7.4.5 管材、管件、阀门组对时,应做到内、外壁平整,对口错边不得超过壁厚的10%,且不得大于0.2mm。 检查数量:全数检查。 检验方法:水平仪、尺量。 7.4.6 BA/EP管道的点焊应采用手工氩弧焊。点焊前应将管段固定,并应检查对口合格后,充纯氩保护。点焊后应继续采用纯氩冷却、吹扫。 检查数量:全数检查。 检验方法:核查施工记录、观察检查。 Ⅱ 一般项目 7.4.7 BA/EP管及管件、阀门的内、外表面应无尘、无油,表面应平整,且不得有破损、氧化现象。 检查数量:全数检查。 检验方法:观察检查。 7.4.8 每焊接完成一个焊口,应采用不锈钢利及时清除表面氧化层。焊缝形态应均匀,不得有未焊透、未融合、气孔、咬边等缺陷。 检查数量:全数检查。 检验方法:核查施工记录、观察检查。 7.4.9 BA/EP管道连接用垫片的材质应符合设计要求或由设备、附件配带,安装前应确认垫片洁净无油、无污染物。 检查数量:全数检查。 检验方法:核查施工记录、产品说明书,观察检查。 7.4.10 BA/EP管道安装应按工程设计图顺气流方向依次进行,并应连续充纯氩吹扫、保护,管内纯氩压力应大于0.15MPa,并应直至管路系统安装结束。 检查数量:全数检查。 检验方法:核查施工记录,观察检查。 条文说明
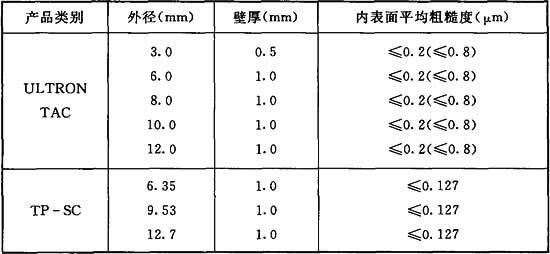
7.4.1、7.4.2 洁净厂房中输送高纯物质需使用电化学抛光低碳不锈钢管(通常简称EP不锈钢管,它是Electro-polished的缩写)、研磨抛光或光亮退火不锈钢管(包括低碳不锈钢管或普通不锈钢管,通常简称BA不锈钢管,它是Bright Abrasive的缩写),低碳不锈钢管一般采用SUS316L,此类管材都由专门厂家制造,表1是部分SUS316L、EP不锈钢管的规格参数。从表中数据可以看出,不同制造厂家生产的EP不锈钢管的规格参数是不相同的。目前微电子工厂、医药工业洁净厂房中所使用的EP、BA不锈钢管的管径都较小。这两条是这类管材安装的通用规定,由于这类管材是用于高纯物质输送,且成品管材的内、外表面的光洁度、洁净度、表面粗糙度均已达到十分严格的要求,为避免引发对管材的污染,所以条文规定它们的预制、组装作业应在洁净工作小室内进行,并对作业和作业人员作了相关规定。 表1 部分316L、EP不锈钢管规格参数
表1中括号内数字为TAC类EP管的内表面平均粗糙度。 Ⅰ 主控项目 7.4.3 为保证管材的内壁光洁度,规定管子的切割机具需采用割刀或专用电锯,为避免切割时产生碎屑或油污污染,故要求采用纯度为99.999%的纯氩吹净管切口内杂物等。 7.4.4 BA/EP管一般为薄壁管,因此连接只能采用卡套、法兰连接或焊接。由于EP/BA管的管内输送的介质为高纯、有毒、易燃、易爆流体,所以焊缝不能有氧化、未焊透、未成型、渗漏等缺陷,若采用手工焊则很难保证质量,所以规定采用自动焊,且按不同的作业条件、材料的要求,自动焊机的焊接参数是不同的,需要做样品确定准确数据,以保证焊接质量。 7.4.5、7.4.6 规定焊接组对的错边量,主要为保证焊接的正常进行,确保焊缝的内外成型质量。点焊前应将管段固定主要是为了控制错边量在允许范围内,保证焊接质量。 Ⅱ 一般项目 7.4.7 本条规定了BA/EP管、管件和阀门的内、外表面的质量验收要求。 7.4.8 本条规定应采用不锈钢丝刷清理焊口,以避免使用其他材质产生碳化现象。条文对每焊接完一个BA/EP管的焊口后的焊接质量验收要求作出了规定。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.