Ⅰ 主控项目
7.6.1 铸钢件与其他构件连接部位四周150mm的区域,应按现行国家标准《铸钢件 超声检测 第1部分:一般用途铸钢件》GB/T 7233.1和《铸钢件 超声检测 第2部分:高承压铸钢件》GB/T 7233.2的规定进行100%超声波探伤检测。检测结果应符合国家现行标准的规定并满足设计要求。检查数量:全数检查。 检验方法:检查探伤报告。
Ⅱ 一般项目
7.6.1 铸钢件连接面的表面粗糙度Ra不应大于25μm。连接孔、轴的表面粗糙度不应大于12.5μm。检查数量:按零件数抽查10%,且不应少于3个。 检验方法:用粗糙度对比样板检查。 7.6.3 有连接要求的轴(外圆)和孔机械加工的允许偏差应符合表7.6.3的规定或设计要求。 检查数量:按规格抽查10%,且不应少于3个。 检验方法:用卡尺、直尺、角度尺检查。
表7.6.3 轴(外圆)和孔机械加工的允许偏差
注:d为轴(外圆)直径或孔径。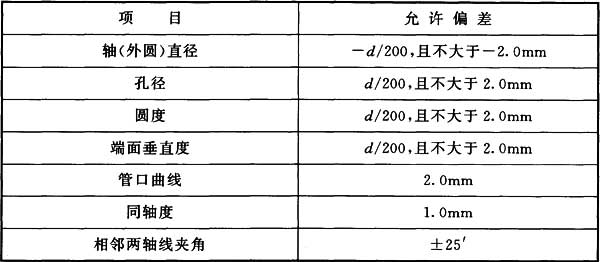 7.6.4 有连接要求的平面、端面、边缘机械加工的允许偏差应符合表7.6.4的规定或设计要求。 检查数量:按零件数抽查10%,且不应少于3个。 检验方法:用卡尺、直尺、角度尺检查。
表7.6.4 平面、端面、边缘机械加工的允许偏差
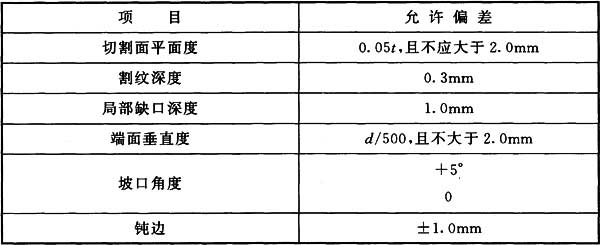
注:L为加工面边长或加工边长度。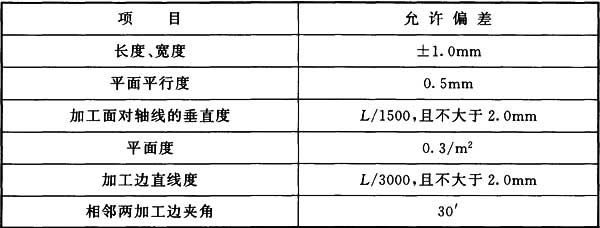 7.6.5 铸钢件可用机械、加热的方法进行矫正,矫正后的表面不得有明显的凹痕或其他损伤。 检查数量:全部检查。 检验方法:观察检查。 7.6.6 铸钢件表面质量应符合本标准第4.4.4条的规定。 检查数量:全部检查。 检验方法:观察检查。 7.6.7 焊接坡口采用气割方法加工时,其允许偏差应符合表7.6.7的规定或满足设计要求。
表7.6.7 气割焊接坡口的允许偏差
 条文说明
Ⅰ 主控项目
7.6.1 铸钢件与其他构件连接的部位,即主、支管管口的焊接坡口周围150mm区域,耳板上销轴连接孔四周150mm区域以及其他各种需连接的部位周围150mm范围内均应进行100%超声波检测(如长度不足150mm,则全长检测),确保连接部位的质量达到现行国家标准和设计要求。
Ⅱ 一般项目
7.6.1 铸钢件与其他构件的连接面,为保证焊接质量,要求焊前进行打磨处理,其表面粗糙度Ra不应大于25μm。对于连接孔、轴的机械加工表面,表面粗糙度不应大于12.5μm。7.6.3、7.6.4 这两条依据本标准中“钢管构件外形尺寸的允许偏差”“钢管杆件加工的允许偏差”“零部件铣削加工后的允许偏差”和“边缘加工的允许偏差”结合制作实践适当修改而定。同轴度、平面平行度偏差的规定值是按照组装、焊接和铸钢件的受力要求而提出的。表7.6.3中的“轴(外圆)直径”是指伸入钢管(或孔)中的铸钢件轴(外圆)的直径尺寸。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.




