Ⅰ 主控项目
8.3.1 钢吊车梁的下翼缘不得焊接工装夹具、定位板、连接板等临时工件。钢吊车梁和吊车桁架组装、焊接完成后在自重荷载下不允许有下挠。检查数量:全数检查。 检验方法:构件直立,在两端支撑后,用水准仪和钢尺检查。
Ⅱ 一般项目
8.3.2 焊接H型钢组装尺寸的允许偏差应符合表8.3.2的规定。检查数量:按钢构件数抽查10%,且不应少于3件。 检验方法:用钢尺、角尺、塞尺等检查。
表8.3.2 焊接H型钢组装尺寸的允许偏差(mm)
注:l为H型钢长度。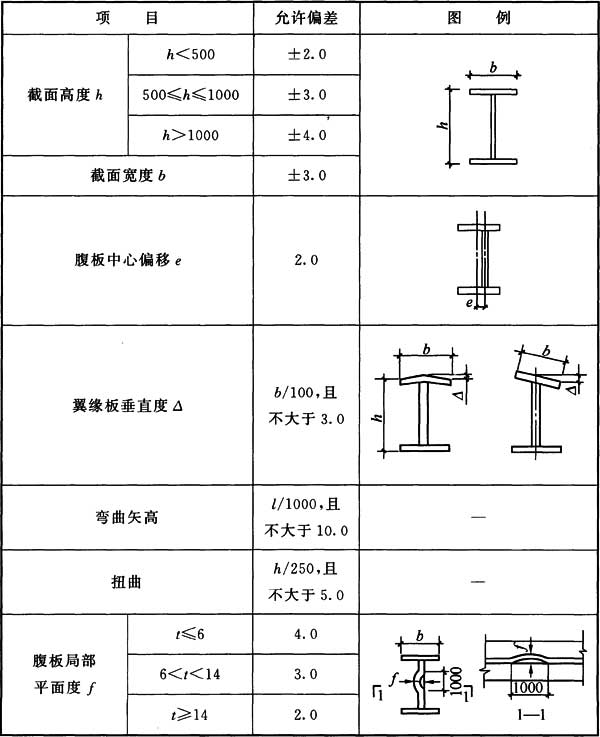 8.3.3 焊接连接组装尺寸的允许偏差应符合表8.3.3的规定。 检查数量:按钢构件数抽查10%,且不应少于3件。 检验方法:用钢尺、角尺、塞尺等检查。
表8.3.3 焊接连接组装尺寸的允许偏差(mm)
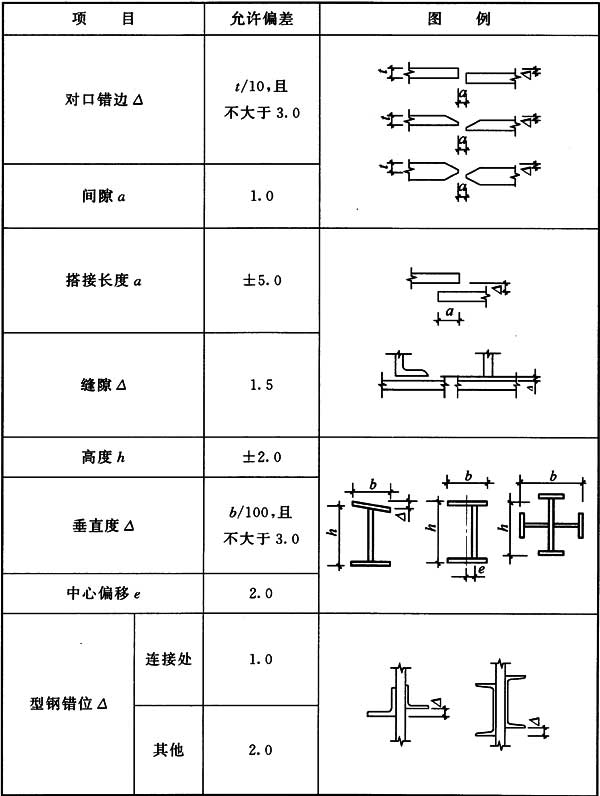 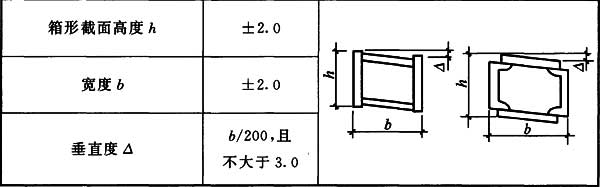 检查数量:按钢构件数抽查10%,且不应少于3件;每个抽查构件按节点数抽查10%,且不应少于3个节点。 检验方法:尺量检查。 条文说明
Ⅰ 主控项目
8.3.1 起拱度或不下挠均指吊车梁安装就位后的状况,因此,吊车梁在工厂制作完后,要检验其起拱度或下挠与否,应与安装就位的支承状况基本相同,即将吊车梁立放并在支承点处将梁垫高一点,以便检测或消除梁自重对拱度或挠度的影响。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.




