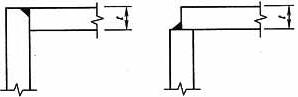
8.2.1 焊缝金属应与主体金属相适应。当不同强度的钢材连接时,可采用与低强度钢材相适应的焊接材料。 8.2.2 在设计中不得任意加大焊缝,避免焊缝立体交叉和在一处集中大量焊缝,同时焊缝的布置应尽可能对称于构件形心轴。 焊件厚度大于20mm的角接接头焊缝,应采用收缩时不易引起层状撕裂的构造。 注:钢板的拼接当采用对接焊缝时,纵横两方向的列接焊缝,可采用十字形交叉或T形交叉;当为T形交叉时,交叉点的间距不得小于200mm。 8.2.3 对接焊缝的坡口形式,宜根据板厚和施工条件按有关现行国家标准的要求选用。 8.2.4 在对接焊缝的拼接处:当焊件的宽度不同或厚度在一侧相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角(图8.2.4);当厚度不同时,焊缝坡口形式应根据较薄焊件厚度按第8.2.3条的要求取用。 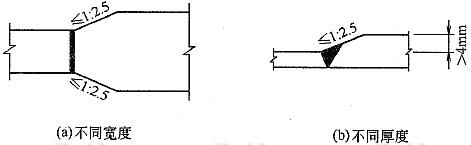
图8.2.4 不同宽度或厚度钢板的拼接
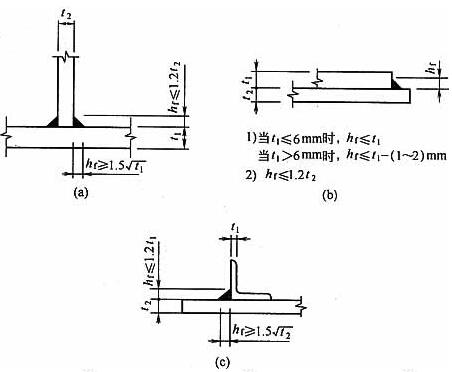
注:直接承受动力荷载且需要进行疲劳计算的结构,本条所指斜角坡度不应大于1:4。8.2.5 当采用部分焊透的对接焊缝时,应在设计图中注明坡口的形式和尺寸,其计算厚度he(mm)不得小于1.5√t,t(mm)为焊件的较大厚度。 在直接承受动力荷载的结构中,垂直于受力方向的焊缝不宜采用部分焊透的对接焊缝。 8.2.6 角焊缝两焊脚边的夹角a一般为90°(直角角焊缝)。夹角a>135°或a<60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。 8.2.7 角焊缝的尺寸应符合下列要求: 1 角焊缝的焊脚尺寸hf(mm)不得小于1.5√t,t(mm)为较厚焊件厚度(当采用低氢型碱性焊条施焊时,t可采用较薄焊件的厚度)。但对埋弧目动焊,最小焊脚尺寸可减小1mm;对T形连接的单面角焊缝,应增加1mm。当焊件厚度等于或小于4mm时,则最小焊脚尺寸应与焊件厚度相同。 2 角焊缝的焊脚尺寸不宜大于较薄焊件厚度的1.2倍(钢管结构除外),但板件(厚度为t)边缘的角焊缝最大焊脚尺寸,尚应符合下列要求: 1)当t≤6mm时,hf≤t; 2)当t>6mm时,hf≤t-(1~2)mm。 圆孔或槽孔内的角焊缝焊脚尺寸尚不宜大于圆孔直径或槽孔短径的1/3。 3 角焊缝的两焊脚尺寸一般为相等。当焊件的厚度相差较大且等焊脚尺寸不能符合本条第1、2款要求时,可采用不等焊脚尺寸,与较薄焊件接触的焊脚边应符合本条第2款的要求;与较厚焊件接触的焊脚边应符合本条第1款的要求。 4 侧面角焊缝或正面角焊缝的计算长度不得小于8hf和40mm。 5 侧面角焊缝的计算长度不宜大于60hf,当大于上述数值时,其超过部分在计算中不予考虑。若内力沿侧面角焊缝全长分布时,其计算长度不受此限。 8.2.8 在直接承受动力荷载的结构中,角焊缝表面应做成直线形或凹形。焊脚尺寸的比例:对正面角焊缝宜为1:1.5(长边顺内力方向);对侧面角焊缝可为1:1。 8.2.9 在次要构件或次要焊缝连接中,可采用断续角焊缝。断续角焊缝焊段的长度不得小于10hf或50mm,其净距不应大于15t(对受压构件)或30t(对受拉构件),t为较薄焊件的厚度。 8.2.10 当板件的端部仅有两侧面角焊缝连接时,每条侧面角焊缝长度不宜小于两侧面角焊缝之间的距离;同时两侧面角焊缝之间的距离不宜大于16t(当t>12mm)或190mm(当t≤12mm);t为较薄焊件的厚度。 8.2.11 杆件与节点板的连接焊缝(图8.2.11)宜采用两面侧焊,也可用三面围焊,对角钢杆件可采用L形围焊,所有围焊的转角处必须连续施焊。 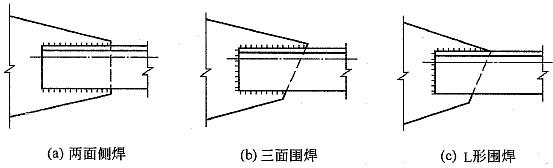
图8.2.11 杆件与节点板的焊缝连接
8.2.12 当角焊缝的端部在构件转角处做长度为2hf的绕角焊时,转角处必须连续施焊。 条文说明
8.2.1 根据试验,Q235钢与Q345钢钢材焊接时,若用E50××型焊条,焊缝强度比用E43××型焊条时提高不多,设计时只能取用E43××型焊条的焊缝强度设计值。此外,从连接的韧性和经济方面考虑,故规定宜采用与低强度钢材相适应的焊接材料。
图25 适宜的角接焊缝
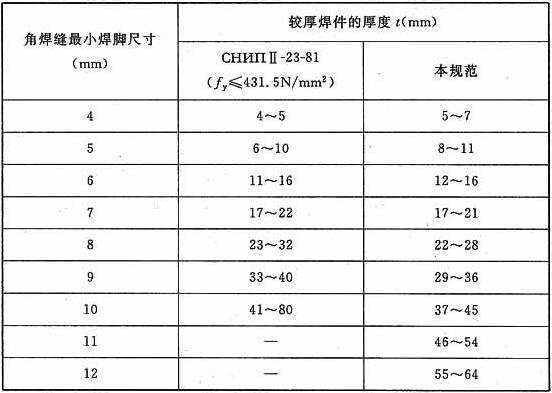
在大面积板材(如实腹梁的腹板)的拼接中,往往会遇到纵横两个方向的拼接焊缝。过去这种焊缝一般采用T形交叉,有意避开十字形交叉。但根据国内有关单位的试验研究和使用经验以及两种焊缝形式机械性能的比较,十字形焊缝可以应用于各种结构的板材拼接中。从焊缝应力的观点看,无论十字形或T形,其中只有一条后焊焊缝的内应力起主导作用,先焊好的一条焊缝在焊缝交叉点附近受后焊焊缝的热影响已释放了应力。因此可采用十字形或T形交叉。当采用T形交叉时,一般将交叉点的距离控制在200mm以上。
图26 部分焊透的对接焊缝
部分焊透对接焊缝的计算厚度he≥1.5
表11 角焊缝的最小焊脚尺寸
条文中对自动焊和T形连接的规定系参考国外资料确定的。
图27 角焊缝的最大焊脚尺寸
焊件(厚度为t)的边缘角焊缝若与焊件边缘等厚,在施焊时容易产生“咬边”现象,需要技术熟练的焊工才能焊满,因此规定厚度大于6mm的焊件边缘焊缝的最大厚度应比焊件厚度小1~2mm(图27b);当焊件厚度等于或小于6mm时,由于一般采用小直径焊条施焊,技术较易掌握,可采用与焊件等厚的角焊缝。
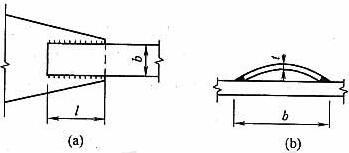
图28 宽板的焊接变形
8.2.11 围焊中有端焊缝和侧焊缝,端焊缝的刚度较大,弹性模量E≈1.5×106;而侧焊缝的刚度较小,E≈(0.7~1)×106,所以在弹性工作阶段,端焊缝的实际负担要高于侧焊缝;但在围焊试验中,在静力荷载作用下,届临塑性阶段时,应力渐趋于平均,其破坏强度与仅有侧焊缝时差不多,但其破坏较为突然且塑性变形较小。此外从国内几个单位所做的动力试验证明,就焊缝本身来说围焊比侧焊的疲劳强度为高,国内某些单位曾在桁架的加固中使用了围焊,效果亦较好。但从“焊接桁架式钢吊车梁下弦及腹杆的疲劳性能”的研究报告中,认为当腹杆端部采用围焊时,对桁架节点板受力不利,节点板有开裂现象,故建议在直接承受动力荷载的桁架腹杆中,节点板应适当加大或加厚。鉴于上述情况,故这次的规定改为:宜采用两面侧焊,也可用三面围焊。 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.
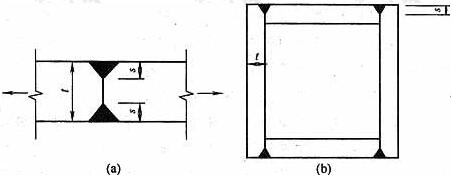
 的规定与角焊缝最小厚度hf的规定相同,这是由于两者性质是近似的。
的规定与角焊缝最小厚度hf的规定相同,这是由于两者性质是近似的。