A.2.1 管道焊接前应将焊接处清理干净,并应符合下列规定:
1 应清理端口,并清洁连接部位;
2 端口两侧不小于10mm范围内的管材表面应打磨出金属光泽。
A.2.2 气焊和电弧焊的坡口形式和对边尺寸(图A.2.2)应分别符合表A.2.2-1和表A.2.2-2的规定。 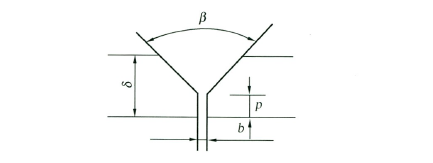
图A.2.2 焊接的坡口形式和对边示意
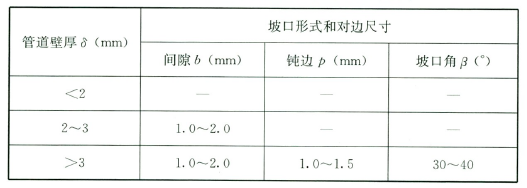
表A.2.2-1 气焊的坡口形式和对边尺寸要求
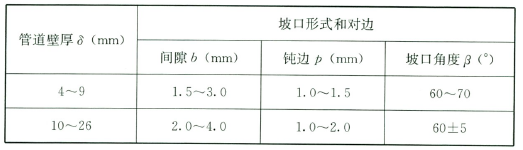
表A.2.2-2 电弧焊的坡口形式和对边尺寸要求
A.2.3 焊接质量应符合现行国家标准《给水排水管道工程施工及验收规范》GB 50268和《工业金属管道工程施工规范》GB 50235的规定,填缝金属应高出管外壁1mm~3mm,焊缝表面应光滑且不得有裂纹、气孔、砂眼和其他缺陷。
A.2.4 不得在焊缝处焊接支管。管道的横向焊缝与管道的连接焊缝间的距离应符合相关标准的规定。
A.2.5 在环境温度低于一20℃进行焊接时,接头处应预热到100℃以上再进行焊接。预热管端的长度应为100mm~150mm。在环境温度低于0℃时,焊缝成形后应在焊接处和管道上采取适当的保温措施。
A.2.6 镀锌钢管焊接后,应对焊缝处进行二次镀锌。
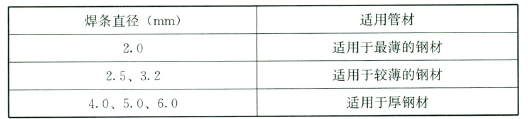
A.2.7 焊条材料应与被焊接管材相同,焊条直径可按表A.2.7选用。
表A.2.7 焊条直径的选用
 |
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.




