Ⅰ 锻锤
4.4.1 锻锤基础的隔振设计应符合下列规定:1 基础和砧座的最大竖向振动位移不应大于容许振动值; 2 锻锤在下一次打击前,砧座应停止振动; 3 锻锤打击后,隔振器上部质量不应与隔振器分离。 4.4.2 锻锤基础隔振后的振动分析模型应符合下列规定: 1 砧座振动计算时,可假定基础为不动体,宜采用有阻尼单自由度振动模型(图4.4.2-1)。 2 基础振动计算时,振动荷载可取隔振器作用于基础的扰力,宜采用无阻尼单自由度振动模型(图4.4.2-2)。 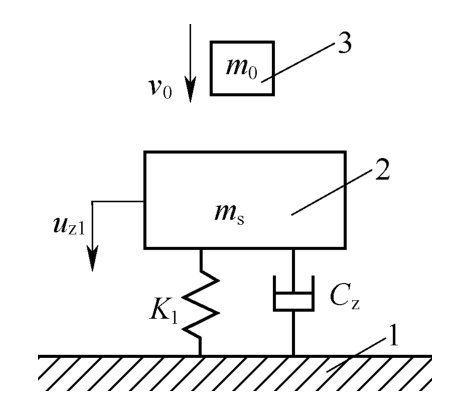 图4.4.2-1 有阻尼单自由度振动模型 1—基础;2—砧座;3—锤头 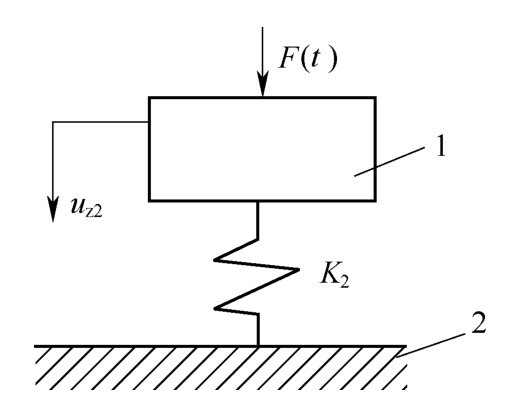 图4.4.2-2 无阻尼单自由度振动模型 1—基础;2—地基 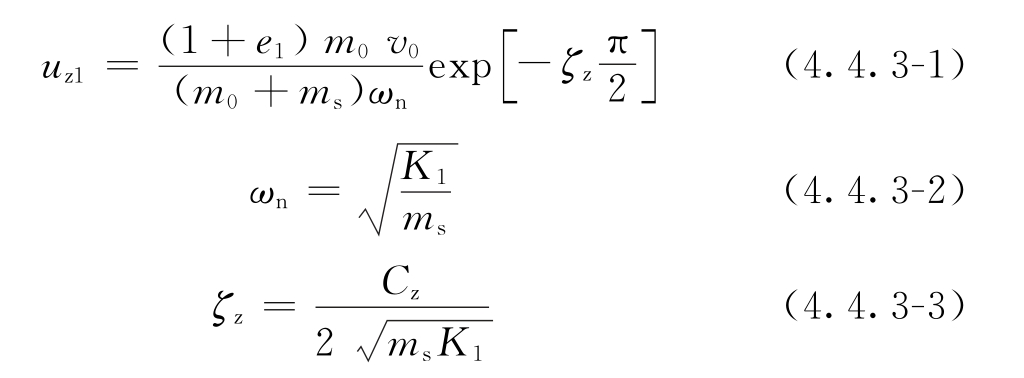 m0——锻锤锤头的质量(kg); ms——隔振器上部的总质量(kg); v0——锤头的最大冲击速度(m/s); e1——回弹系数,模锻锤可取0.5,自由锻锤可取0.25,锻打有色金属时可取0; K1——隔振器的竖向刚度(N/m); ζz——隔振体系的阻尼比; Cz——隔振器的竖向阻尼系数(N·s/m)。 4.4.4 隔振锻锤基础的最大竖向振动位移(图4.4.2-2)可按下列公式计算: 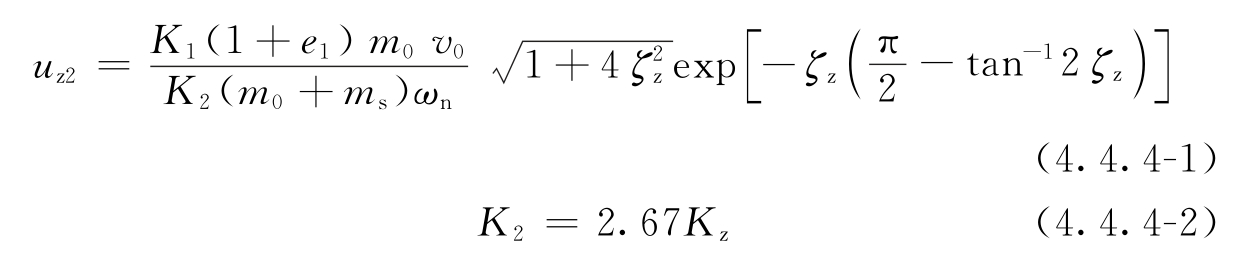 K2——基础底部的折算刚度(N/m); Kz——基础底部地基土的抗压刚度(N/m),应按现行国家标准《动力机器基础设计规范》GB50040的规定确定。 4.4.5 锻锤基础的隔振设计应符合下列规定: 1 锻锤砧座质量较大时,可直接对砧座进行隔振;砧座质量较小时,宜在砧座下增设钢筋混凝土台座; 2 砧座或钢筋混凝土台座底面积较大、砧座重心与砧座底面距离较小时,可采用支承式隔振;砧座底面积较小、砧座重心与砧座底面距离较大且不采用钢筋混凝土台座时,可采用悬挂式隔振; 3 锻锤的打击中心、隔振器的刚度中心和隔振器上部的质量中心,宜在同一铅垂线上; 4 砧座或钢筋混凝土台座宜设置导向或防偏摆的限位装置; 5 采用圆柱螺旋弹簧隔振器时,应配置阻尼器;采用迭板弹簧隔振器时,可不配置阻尼器; 6 锻锤隔振系统的阻尼比,不宜小于0.2。 Ⅱ 压力机 1 当压力机启动(图4.4.6-1)产生的冲击力矩使机身产生绕其底部中点的摇摆振动时,压力机工作台两侧的最大竖向振动位移可按下列公式计算: 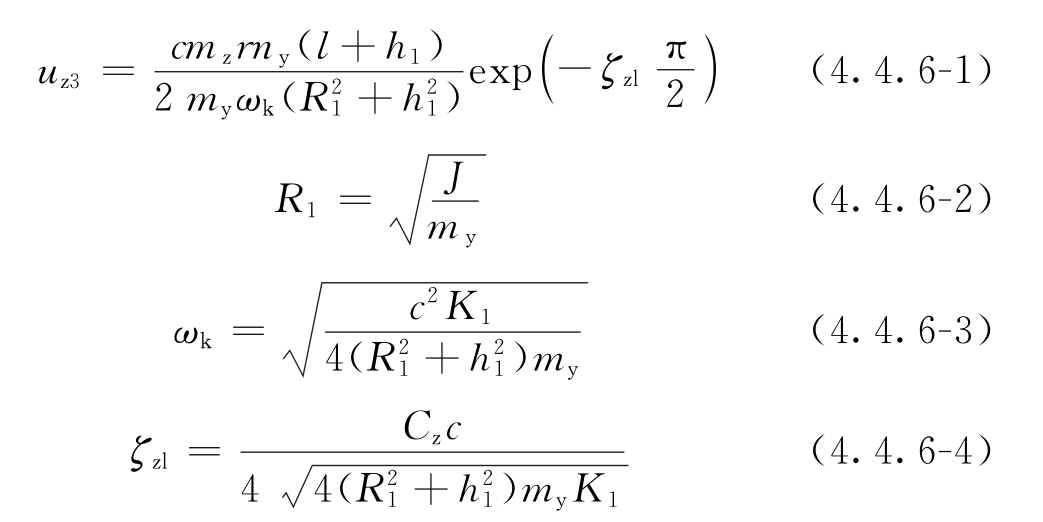 my——压力机的质量(kg); mz——主轴偏心质量与连杆折合质量之和(kg),连杆折合质量可取连杆质量的1/3; r——曲柄半径(m); h1——压力机质心O至隔振器的距离(m); l——主轴轴承O′至压力机质心O的距离(m); c——隔振器之间的距离(m); R1——压力机绕质心轴的回转半径(m); J——压力机绕质心轴的质量惯性矩(kg·m2); ny——压力机主轴的额定转速(rad/s); ωk——压力机摇摆振动的固有圆频率(rad/s); ζzl——隔振体系摇摆振动的阻尼比。 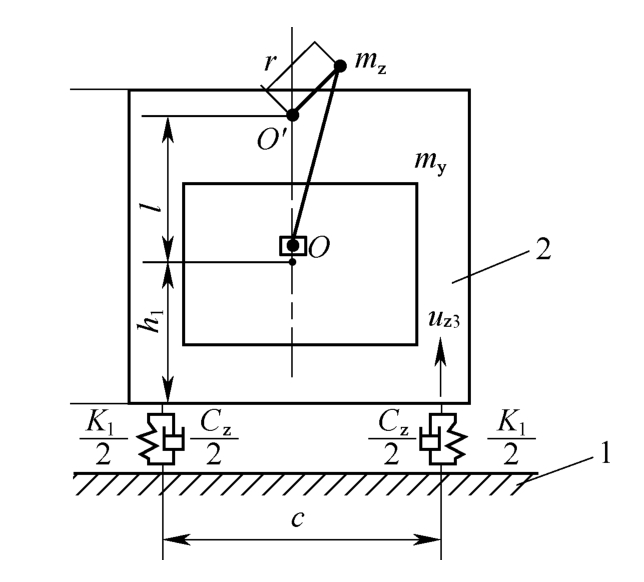 图4.4.6-1 压力机启动时的力学模型 1—基础;2—压力机机身 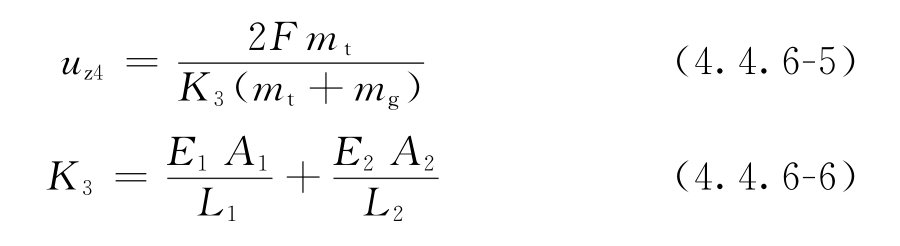 F——压力机额定工作压力(N); mt——压力机头部的质量(kg); mg——压力机工作台的质量(kg); K3——压力机立柱及拉杆的刚度(N/m); E1——压力机立柱的弹性模量(N/m2); E2——压力机拉杆的弹性模量(N/m2); A1——压力机立柱的平均截面积(m2); A2——压力机拉杆的平均截面积(m2); L1——压力机立柱的工作长度(m); L2——压力机拉杆的工作长度(m)。 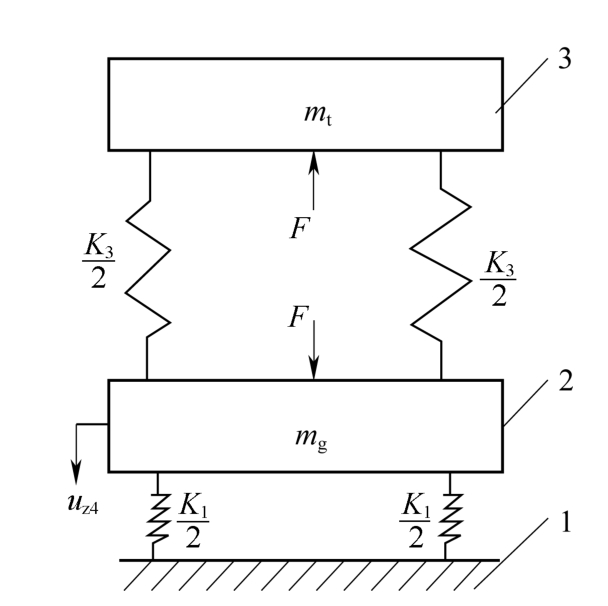
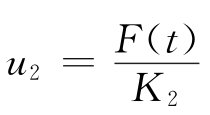
图4.4.6-2 压力机冲压工作时的力学模型
3 压力机冲压工件时,基础的竖向振动位移可按下式计算:
1—基础;2—压力机工作台;3—压力机头部  4.4.7 压力机基础的隔振设计应符合下列规定: 1 闭式多点压力机宜将隔振器直接安装在压力机底部; 2 闭式单点压力机和开式压力机,可在压力机下部设置台座,隔振器宜安置在台座下部; 3 热模锻压力机,应在压力机下部设置钢框架台座,隔振器宜安置在台座下部; 4 螺旋压力机,应在压力机下部设置钢台座或混凝土台座,隔振器宜安置在台座下部; 5 压力机隔振系统的竖向阻尼比,不宜小于0.1。 条文说明
I 锻锤
4.4.1 锻锤隔振后需要满足下列基本要求:
基础和砧座的最大竖向振动位移要小于容许振动值,是指隔振后基础和砧座的竖向振动位移值小于用户提出的容许振动值或有关规范标准规定的容许值。若用户规定的容许值是离锻锤一定距离处的容许值时,则需要根据具体地质条件和振动在地基中的传播规律,换算出锻锤基础的竖向容许振动值,通过控制基础的振动值来控制距锻锤一定距离处振动容许值。国内外大量的锻锤隔振实践已经证明,砧座振幅接近20mm时,既不影响生产操作,也不影响打击效率,并可有效地节省投资;而在砧座下设置钢筋混凝土台座,即设有浮动的块体式基础时,砧座与块体基础一起运动,因运动部分质量增大,其竖向振动位移很容易达到小于8mm的要求,从而使砧座运动更为平稳。
锻锤在下一次打击前,砧座基本停止振动,锻锤打击后,隔振器上部质量不与隔振器分离,这是锻锤生产操作的实际需要。
4.4.2 锻锤隔振后砧座最大竖向位移值的计算,采用单自由度模型是因为锻锤隔振后砧座的振幅均在10mm左右,而其基础的振幅均在0.5mm以下,二者相差一个数量级以上,计算砧座振幅时认为基础不动,误差较小。
4.4.3、4.4.4 砧座与基础的最大位移值的计算,采用下列方法:
标准中图4.4.2-1所示单自由度振动模型,锤头质量m0,以速度υ0冲击后,按质心碰撞理论,砧座,将获得初始速度υ1:
 式(63)中e1为无量纲的回弹系数。 按单自由度有阻尼系统振动理论,受初始速度v1激励后,质量ms将按图6所示曲线做衰减的自由振动,即砧座的位移随时间变化的规律可由下式描述: 
式(64)中,
 是系统的固有频率; 是系统的固有频率; 是隔振系统的阻尼比;Cz是隔振器的阻尼系数。 是隔振系统的阻尼比;Cz是隔振器的阻尼系数。当砧座振动1/4周期时,即  时,其位移达到最大值uz1,按式(64)计算得: 时,其位移达到最大值uz1,按式(64)计算得: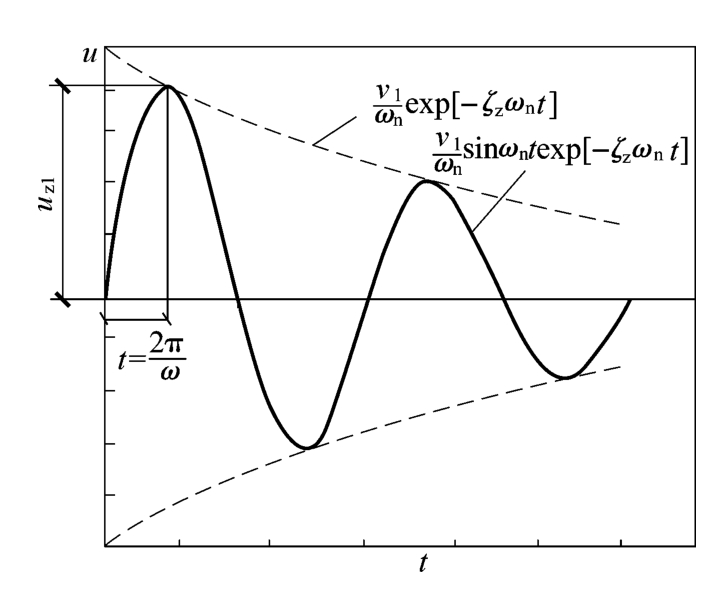 图6 砧座位移随时间变化曲线 
隔振锻锤砧座位移的最大值为:

计算隔振后基础最大竖向位移采用本标准图4.4.2-2所示单自由度强迫振动模型,是因为:隔振后砧座振动频率
 比基础自振频率小得多,二者耦合的影响很小,隔振系统对基础的激扰,可以近似看成按本标准图4.4.2-1所示砧座单自由度振动模型计算出的砧座位移与速度引起的隔振器中弹性力与阻尼力对基础的激扰,本标准图4.4.2-2中F(t)为隔振器施加给基础的动载荷,包括弹性力与阻尼力。图中所示地基刚度K2为折算刚度,是按现行国家标准《动力机器基础设计规范》GB50040中的有关规定确定的地基抗压刚度系数Cz乘以基础底面积计算出地基的抗压刚度Kz之后,乘以修正系数2.67后得到的。修正系数2.67,实际上是综合考虑了基础侧面回填土的影响和地基土阻尼作用得到的,因而Kz也反映了地基阻尼的影响。力学模型中未直接表示出阻尼,则可以使计算大为简化。 比基础自振频率小得多,二者耦合的影响很小,隔振系统对基础的激扰,可以近似看成按本标准图4.4.2-1所示砧座单自由度振动模型计算出的砧座位移与速度引起的隔振器中弹性力与阻尼力对基础的激扰,本标准图4.4.2-2中F(t)为隔振器施加给基础的动载荷,包括弹性力与阻尼力。图中所示地基刚度K2为折算刚度,是按现行国家标准《动力机器基础设计规范》GB50040中的有关规定确定的地基抗压刚度系数Cz乘以基础底面积计算出地基的抗压刚度Kz之后,乘以修正系数2.67后得到的。修正系数2.67,实际上是综合考虑了基础侧面回填土的影响和地基土阻尼作用得到的,因而Kz也反映了地基阻尼的影响。力学模型中未直接表示出阻尼,则可以使计算大为简化。通过隔振器作用于基础的振动载荷F(t)包括两部分:与砧座位移成比例的弹性力F1(t)和与砧座速度成比例的阻尼力F2(t)。其中: 
弹性力与阻尼力之和:
对式(69)取极值,可得到:

因为振动荷载F(t)的频率ωn比基础自振频率小得多,它所激起的基础位移接近于扰力作用下的静位移,所以基础位移可表示为
 ,基础最大位移uz2可表达为: ,基础最大位移uz2可表达为:
4.4.5 设计锻锤隔振装置需要注意以下几点:
当锻锤砧座质量较大,依靠砧座质量能有效承载振动能量、控制砧座振幅时,可以只对砧座隔振(称砧下直接隔振),以减少隔振工程量;当砧座质量相对较小时,可在砧座下增设钢筋混凝土台座
(称惯性块),或通过钢筋混凝土台座将砧座与锤身结为一体,将隔振器设在钢筋混凝土台座下部,对砧座一惯性块实行整体隔振(称有惯性块式隔振),以控制打击后的砧座振幅。
使锻锤的打击中心、隔振器的刚度中心和隔振器上部质量的质心尽可能布置在同一铅垂线上,若对砧座与锤身实行整体式隔振,设计单臂锻锤联结砧座与锤身的钢筋混凝土台座(即惯性块)时,需要将惯性块的重心置于与锤身对称的一侧,使砧座一锤身一惯性块的整体重心尽量与砧座重心即锻锤的打击中心重合。
当砧座或惯性块底面积较大,且重心与底面之间的距离较小时,可直接将隔振器置于砧座或惯性块的下部,构成支承式隔振结构;当砧座底面积较小,砧座重心的位置相对于砧座底面较高,又不采用钢筋混凝土台座(惯性块)时,可将整个砧座悬吊在隔振器下部,隔振器则布置在砧座旁与砧座重心高度相近的水平面上,构成悬吊式隔振结构,以增加砧座运行的稳定性。
锻锤隔振后,砧座的振动位移一般控制在10mm左右,为防止打击后砧座侧向晃动,宜对砧座或惯性块设置导向或防偏摆的限位装置。
锻锤的砧座和惯性块结构庞大,起吊困难,通常需要在安装隔振器的基础坑内留出便于工人维修和调整隔振器的空间,并预设放置千斤顶的位置。为清除锻锤工作时落入基础坑内的氧化皮和润滑液,坑内要有积液池和清除氧化皮的工作空间。
为满足以上要求,锻锤隔振系统的阻尼比通常在0.25~0.30的范围内较为合理。
Ⅱ压力机
4.4.6压力机隔振参数的计算要求说明如下:
压力机隔振参数的计算是指机械压力机隔振参数的计算。机械压力机传动系统中因设有离合器与制动器,运行时离合器结合、制动器制动以及冲压工件都会激起振动。离合器结合与制动器制动激起的振动,性质与强度相同,只是方向相反,因而可以只计算离合器结合时的振动,而不再计算制动器制动时的振动,即本条第1款中启动产生的冲击振动。冲压工件时激起的振动,因性质不同而需单独计算。由于压力机隔振后其基础振动远小于压机自身的振动,分析压机自身振动时近似认为基础不动;分析基础振动时则把因压机振动引起隔振器伸缩而作用于基础的动载荷看作基础振动的扰力。
离合器结合时,曲柄连杆机构突然加速的惯性力,通过轴承水平作用在机身上,激起压力机作摇摆振动,其力学模型见标准中的图4.4.6-1.因为离合器结合过程时间很短,作用于轴承处的冲击力的大小难以计算,但结合过程中通过主轴轴承作用于机身的冲量N正好等于曲柄连杆机构所获得的动量,可用下式表示:

式中:N——通过主轴由轴承O′作用于机身的冲量;
mz——主轴偏心质量与连杆折合质量之和,连杆折合质量可取连杆质量的1/3; r——曲柄半径; ny——压力机主轴的额定转速。 因为压力机主轴轴承O′的位置较高,在此冲量作用下,压力机将产生摇摆振动。 由于设在压力机机脚处的隔振器的横向刚度通常都远大于竖向刚度,振动时压力机机脚处的横向位移趋近于零,可近似认为隔振器横向刚度为无穷大。  在水平扰力激励下,按标准中图4.4.6-1所示力学模型,压力机将绕底部中点作单自由度摆动,其微分方程为:     : :
   因为冲压工艺力一般是从小到大,然后突然消失,而最典型的工况是冲裁:当冲裁力达到最大值时,工件断裂使机身突然失去载荷而引起振动。压力机最严重的振动发生在以额定压力冲裁工件时,为使分析简化,可以近似认为冲裁加载阶段只引起机身静变形u1=F/K3,突然失荷时,机身因弹性恢复而产生自由振动。按本标准图4.4.6-2所示双自由度振动模型,其自由振动微分方程为:    对式(82)的分析表明,当刚度比  以后,压力机头部和压力机工作台的最大位移,就几乎与隔振器的刚度K1无关,而只是机身刚度K3与质量比m1/m2的函数,可表示为: 以后,压力机头部和压力机工作台的最大位移,就几乎与隔振器的刚度K1无关,而只是机身刚度K3与质量比m1/m2的函数,可表示为:
 冲压工件时基础竖向位移的计算。将隔振压力机基础的振动,看成是通过隔振器作用于基础的动荷载激起的振动,忽略隔振器的阻尼力,可得到图7所示力学模型,图中F2是隔振器作用于基础的荷载,K1是隔振器的刚度,u2(t)是压力机工作台即机座的位移,m3是基础质量,K2是基础底部地基土的抗压刚度。 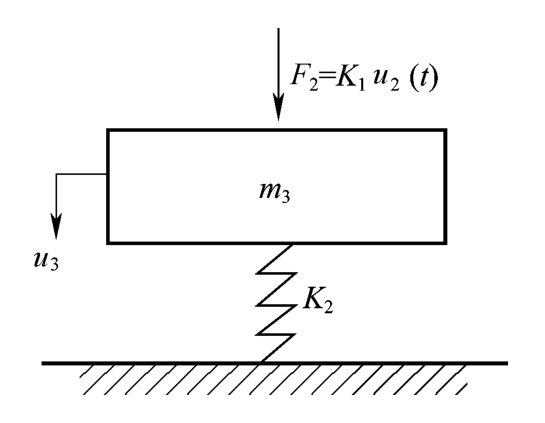 图7 压力机基础振动时的力学模型  
4.4.7 闭式多点机械压力机机身质量较大,工作台面宽,通常可将隔振器直接装在机脚处而不另设钢筋混凝土台座。
对于动力系统在机身上部、工作台面较窄的闭式单点压力机,可在机身下设置钢制台座,在台座下安装隔振器,以加大隔振器之间的距离,提高压力机的稳定性。
开式压力机,工作台的中心与机身重心不在一条铅垂线上,需在机身下设置台座,在台座下再安装隔振器,以调整隔振器上部质量重心的位置,使其尽可能靠近工作台中心线,并拉开隔振器之间的距离,使隔振器刚度中心靠近工作台中心,避免压机工作时摇晃。
|
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.




