9.2.1 预制木结构组件在工厂制作时,木材含水率应符合设计文件的规定。
9.2.2 预制层板胶合木构件的制作应符合现行国家标准《胶合木结构技术规范》GB/T 50708和《结构用集成材》GB/T 26899的规定。
9.2.3 预制木结构组件制作过程中宜采用BIM信息化模型校正,制作完成后宜采用BIM信息化模型进行组件预拼装。
9.2.4 对有饰面材料的组件,制作前应绘制排版图,制作完成后应在工厂进行预拼装。
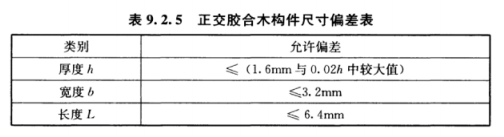
9.2.5 预制木结构组件制作误差应符合现行国家标准《木结构工程施工质量验收规范》GB 50206的规定。预制正交胶合木构件的厚度宜小于500mm,且制作误差应符合表9.2.5的规定。
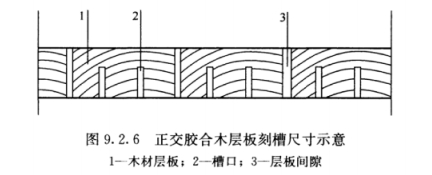
9.2.6 对预制层板胶合木构件,当层板宽度大于180mm时,可在层板底部顺纹开槽;对预制正交胶合木构件,当正交胶合木层板厚度大于40mm时,层板宜采用顺纹开槽的措施,开槽深度不应大于层板厚度的0.9倍,槽宽不应大于4mm(图9.2.6),槽间距不应小于40mm,开槽位置距离层板边沿不应小于40mm。
9.2.7 预制木结构构件宜采用数控加工设备进行制作,宜采用铣刀开槽。槽的深度余量不应大于+5mm,槽的宽度余量不应大于+1.5mm。
9.2.8 层板胶合木和正交胶合木的最外层板不应有松软节和空隙。当对外观有较高要求时,对直径30mm的孔洞和宽度大于3mm、侧边裂缝长度40mm~100mm的缺陷,应采用同质木料进行修补。
条文说明
9.2.1 按国家标准《木结构试验方法标准》GB/T 50329-2012附录B,以我国典型地区乌鲁木齐和上海为例,乌鲁木齐全年木材平衡含水率均值为12.1%,月份之间变化差值最大为10.8%:
上海全年木材平衡含水率均值为16.0%,月份之间变化差值最大为3.2%。由于胶合木在层板厚度方向无胶粘剂的约束作用,木材含水率的变化将导致面积较大的干缩和湿胀变形,因此在木结构组件加工时,应考虑该因素,并应考虑木组件含水率变化造成尺寸变化的影响预留伸缩量。
9.2.3 木构件制作过程中宜采用BIM信息化模型,以保证尺寸、规格以及深加工的正确性。考虑到木构件和金属连接件的加工通常由不同单位分别完成,且木构件和金属连接件均包含各自允许范围内的加工误差,为保证装配施工的质量,避免增加现场加工工作量,预制木构件、部件制作完成后应在工厂进行预组装。
9.2.6 正交胶合木的幅面尺寸通常较大,且其层板数量较少(一般为3或5层),构件更易发生变形,为提高构件的装配质量,并保证构件使用过程中的品质。当所采用规格材的截面尺寸较大时,宜采用变形控制构造措施,通过开槽释放应力,减小变形。
9.2.7 本条是考虑我国目前胶合木生产企业构件装配式加工的能力,并结合木构件装配质量而制定的。
|
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.




