6.3.1 精矿干燥窑尾部出口烟气温度不宜小于120℃,干燥窑脱水强度宜为40kg/(m3·h)~90kg/(m3·h)。 6.3.2 流态化焙烧工序宜采下列参数: 1 焙烧温度宜为860℃~1050℃; 2 焙砂残硫[硫化物的硫(SMeS)]宜为0.2%~0.4%; 3 烟尘残硫[硫化物的硫(SMeS)]宜为0.6%~0.8%; 4 氧过剩系数宜为1.15~1.25。 6.3.3 焙砂浸出工序宜采用下列参数: 1 传统浸出宜符合下列要求: 1) 主要金属浸出率宜符合表6.3.3-1的规定; 表6.3.3-1 主要金属浸出率
2) 中浸上清液含锌宜大于140g/L; 3) 浸出渣含锌宜为16%~22%,其中水溶锌宜为1%~4%。 2 热酸浸出宜采用下列参数: 主要金属浸出率宜符合表6.3.3-2的规定。 表6.3.3-2 主要金属浸出率
6.3.4 净化工序宜采用下列参数: 1 锌粉加入量宜为置换铜(Cu)、镉(Cd)理论量的3倍~4倍; 2 净化后电解液含二价钴离子(Co2+)浓度宜小于1mg/L,含二价铜离子(Cu2+)浓度宜小于0.2mg/L,含二价镉离子(Cd2+)浓度宜小于1mg/L。 6.3.5 锌电积废电解液含锌离子(Zn2+)宜为45g/L~55g/L,酸锌比(H2SO4:Zn2+的质量比)宜为3.2~3.5。 6.3.6 熔铸宜采用感应电炉熔化锌片,锌直收率宜为97.0%~97.5%。 6.3.7 锌粉制造,锌直收率宜为92%~95%。 6.3.8 浸出渣干燥工序应采用下列参数: 1 干燥后浸出渣含水率应为12%~15%; 2 干燥窑脱水强度宜为70kg/(m3·h)~90kg/(m3·h)。 6.3.9 挥发窑挥发工序宜采用下列参数: 1 主要金属挥发率宜符合表6.3.9的规定; 表6.3.9 主要金属挥发率(%)
2 焦率宜为50%; 3 氧化锌产出率宜为浸出干渣量的30%~35%; 4 窑渣率宜为浸出干渣量的60%~70%; 5 窑渣含锌宜小于2%,含铅宜小于1%。 6.3.10 氧化锌烟尘多膛炉焙烧脱氟、氯工序宜采用下列参数: 1 锌直收率宜大于98%; 2 脱氟率宜大于93%、脱氯率宜为60%~80%; 3 焙砂产出率宜为97%~98%; 4 烟尘率宜为1.7%~2.3%。 6.3.11 氧化锌烟尘浸出工序宜采用下列参数: 1 当氧化锌烟尘含铟(In)高时宜采用高酸浸出。主要金属浸出率宜符合表6.3.11的规定; 表6.3.11 主要金属浸出率(%)
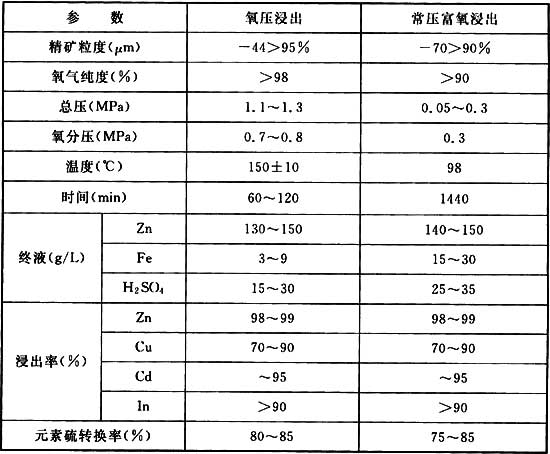
2 浸出液含二价锌离子(Zn2+)浓度宜大于130g/L。 6.3.12 铟富集工序宜采用下列参数: 1 置换铟的锌粉用量宜为浸出液含二价铟离子(In2+)量的40倍~60倍; 2 铟置换渣含锌宜为20%~30%,含铟宜大于3%; 3 铟置换率宜为98%。 6.3.13 硫化锌精矿直接浸出时,富氧浸出工序的冶金计算主要参数宜符合表6.3.13的规定。 表6.3.13 富氧浸出工序的冶金计算主要参数
6.3.14 密闭鼓风炉炼锌宜采用下列参数: 1 烧结焙烧宜采用下列参数: 1) 烧结块残硫不宜大于1%; 2) 返粉含硫宜为1.5%~1.8%: 3) 混合料含硫宜为6%; 4) 混合料含水率宜为5%~7%; 5) 烟尘率宜为精矿含硫量的15%~18%; 6) 烧结焙烧干烟气含二氧化硫的浓度不宜小于6%。 2 鼓风炉熔炼宜采用下列参数: 1) 焦炭预热烧损率宜为5%~7%,热焦屑产出率宜为3%~5%; 2) 密闭鼓风炉熔炼炉渣的钙硅比(CaO:SiO2)宜为0.9:1~1:1,含锌不宜大于7%,含铅不宜大于1%; 3) 锌直收率宜为80%~85%; 4) 铅直收率宜为82%~87%; 5) 燃碳量可按下式计算:
式中:K——耗碳率,一般取0.77。 6) 补铅量宜为燃碳量的6%~7%。 3 锌精馏宜采用下列参数: 1) 锌回收率宜为99%; 2) 铅塔B#锌产出率宜为24%~26%; 3) B#锌塔B#锌产出率宜为24%~26%。 条文说明
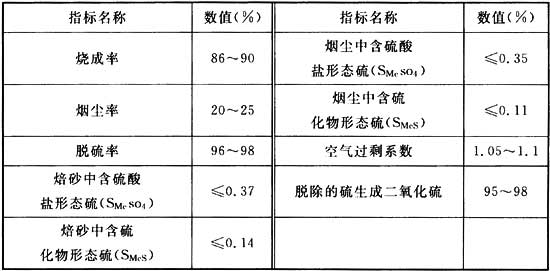
6.3.1 精矿干燥的生产经验数据为:圆筒干燥机烟气入炉温度约800℃,出炉烟气温度120℃以上至140℃以下。脱水强度为40kg/(m3·h)~90kg/(m3·h)。 6.3.2 国内有关工厂氧化焙烧生产指标如表8。 表8 国内工厂氧化焙烧生产指标
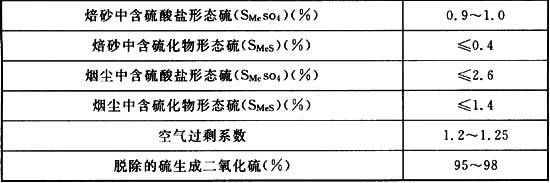
国内有关工厂酸化焙烧生产指标见表9。 表9 国内工厂酸化焙烧生产指标
6.3.3 本条对焙砂浸出作以下规定: 1 有关传统浸出。 1) 国内有关工厂主要金属浸出率见表10。 表10 主要金属浸出率
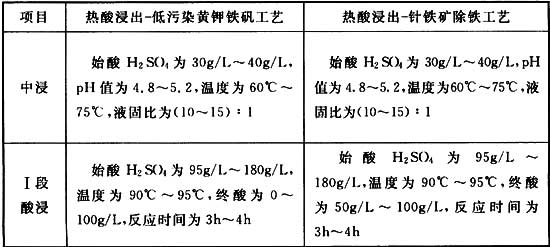
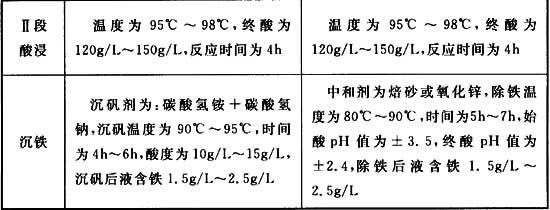
2) 中国工厂一般中浸上清液含锌大于140g/L。 3) 中国工厂一般浸出渣含锌为18%~22%,其中水溶锌为3%~4%。 2 有关热酸浸出工厂。 一般热酸浸出工艺参数见表11。 表11 热酸浸出工艺参数
国内有关工厂主要金属浸出率见表12。 表12 主要金属浸出率
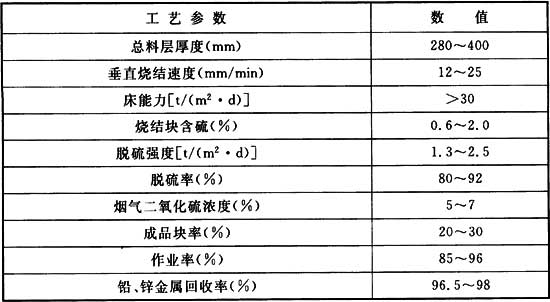
6.3.4 本条有关净化的规定值为国内有关工厂生产指标。 6.3.5 国内有关工厂生产指标是废电解液含锌为45g/L~55g/L。 6.3.6~6.3.10 所列数据均为国内有关工厂生产指标。 6.3.11 国内某工厂氧化锌烟尘浸出采用高酸浸出时,铟的浸出率达到80%以上。 6.3.12 国内某工厂置换铟的锌粉用量宜为铟量的40倍~60倍,铟置换率宜为98%左右。 6.3.13 本条所列数据为国内外有关工厂生产数据。 6.3.14 本条所列数据均为国内外密闭鼓风炉炼锌工厂生产数据。国内韶关冶炼厂生产指标如下: (1) 炉料中的锌与铅合计应高于50%,锌铅比一般为2:1~2.2:1; (2) 一般采用两段圆筒进行炉料的混合、制粒,粒级1mm~6mm的应大于85%,含水一般为5%~7%; (3) 应采用鼓风返烟烧结及刚性滑道烧结机。烧结工艺参数见表13。 表13 烧结工艺参数
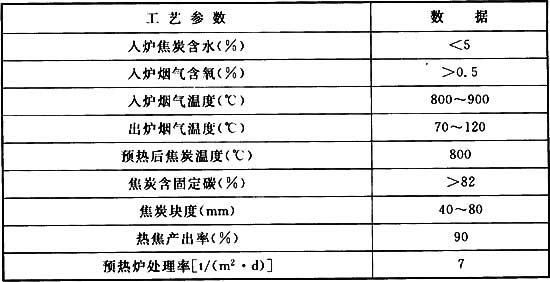
(4) 返粉制备一般采用三段热破一段冷破,返粉粒级一般为:3mm~6mm的大于60%,小于3mm的小于30%,大于9mm的小于10%; (5) 热风炉应采用蓄热(拷贝)式热风炉,数量一般为3台;(也可以先采用2台,预留第3台的场地); (6) 焦炭预热应采用鼓风炉煤气(LCV)作燃料,焦炭预热炉一般配设2台。焦炭预热工艺参数见表14。 表14 焦炭预热工艺参数
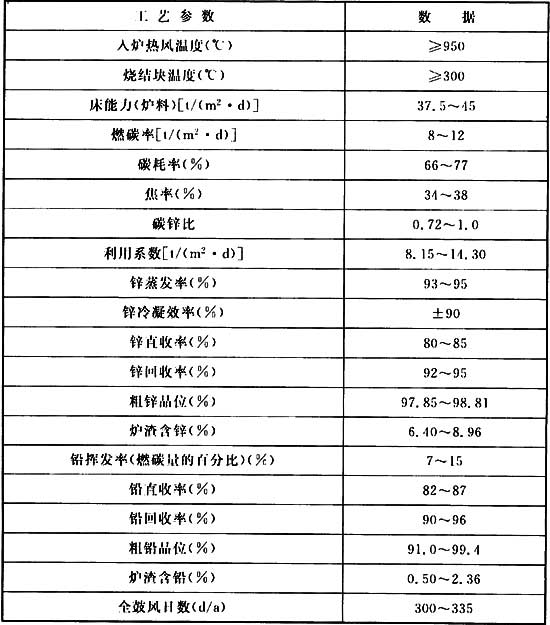
(7) 鼓风炉(ISF)规格视生产规模确定,当今已突破标准炉(炉身截而积17.2m2)的界限,宜尽超大型化。锌蒸汽冷凝一般采用单冷凝器。 鼓风炉工艺参数见表15。 表15 鼓风炉工艺参数
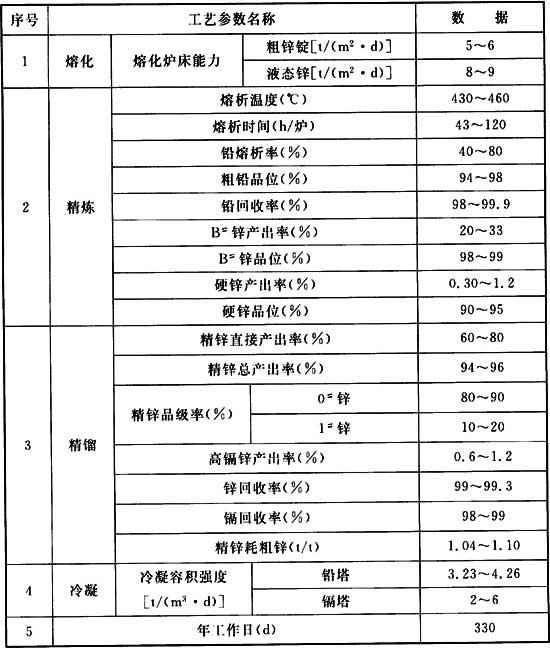
(8) 粗锌精炼通常宜采用三塔型(两座铅塔和一座镉塔)精馏法。精馏塔一般采用新型大塔盘。 精馏系统工艺参数见表16。 表16 精馏系统工艺参数
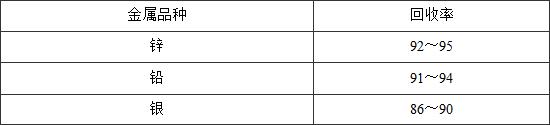
(9) 铅锌密闭鼓风炉熔炼总回收率见表17。 表17 铅锌密闭鼓风炉熔炼总回收率(%)
|
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.